
Равне овалне цевиДа ли су равни овални у пресјек (дуга осовина 80-200 мм, кратка осовина 30-80 мм) и проблеми као што су прекривени пресјек и прекомерне буре склоне су се појављивању када сече праве углове. Потребни су професионални процеси и алати за постизање прецизне обраде како би се осигурао квалитет накнадног заваривања или склопа.
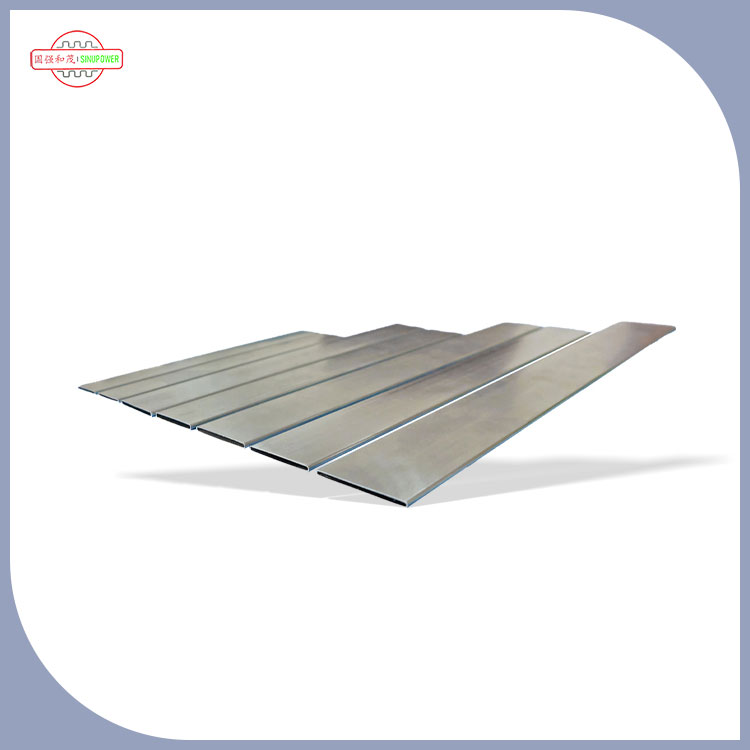
Потешкоћа сечења концентрисана је на карактеристике попречних пресека. Асиметрична структура равних овалних цеви отежава да осигура праву угаону тачност традиционалних метода у једном величини. Ако је одступање угаоног угла већи од 1 °, зглобна јаз за бод прелази 0,5 мм, што утиче на снагу заваривања. Поред тога, када је дебљина стијенке цеви (обично 2-5 мм) неуједначена, локално прегревање и деформација су склони. Нарочито у преради материјала од нехрђајућег челика, висока температура ће проузроковати формирање оксида, повећавајући накнадне трошкове брушења.
Избор алата мора да одговара материјалу и спецификацијама. За равне овалне цеви са ниским карбонским челиком, резање плазме (струја 80-120а) се препоручује, са брзином сечења од 10-15 мм / с, а грешка у вертикалности се може контролисати у року од 0,3 мм / м; За материјале од нехрђајућег челика, пожељна је ласерско резање (снага 500-1000В), што реализује бесконтаку за прераду кроз високе енергетске светлосне греде које преносе оптичко влакно, са зоном погођене топлотом од <0,1 мм да би се избегла индустријска корозија. Танке зидне цеви (дебљина <3 мм) могу користити ЦНЦ сечење жица са тачношћу од ± 0,01 мм, што је погодно за прецизну обраду компонената.
Процес рада се фокусира на поставку позиционирања и параметара. Пре резања, фитинги цеви морају да се утврде учвршћењима како би се осигурало да је линија сечења окомита на осовину (одступање ≤0,5 °), а сила стезања учвршћења у 5-10МПА да се спречи деформација; Током сечења плазме, млазница се држи 3-5 мм од зида цеви, а притисак гаса (ваздух или азот) је постављен на 0,6-0.8МПА како би се избегла дивергенција АРЦ; Ласерско сечење треба да подеси положај фокуса према дебљини зида, а фокус цеви дебеле зид подешава се на 1/3 зида цеви за побољшање пенетрације сечења.
Следећа обрада утиче на коначни квалитет. Након сечења, угаона брусилица (са 120 брусним точкићем) је потребна за уклањање бура да би се поставило грубост попречног пресека рао12,5 уМ; Цеви од нехрђајућег челика треба да буду пасивиране (уроњене у азотну киселину раствора 10-15 минута) како би се спречило хршку на рез. За сцене са високим прецизним захтевима (као што је монтажа издувне издувне цеви), потребно је открити праве одступање угаоног угаоног мерног инструмента како би се осигурало да испуњава стандард толеранције од ± 0.1 °.
Резање правих углова на фЛат овалне цевиЗахтијева разматрање и перформансе опреме и детаља о процесу. Прецизним позиционирањем, оптимизација параметара и накнадне обраде, могу се постићи глатко пресјек и прецизан ефекат угаоне обраде, пружајући основну гаранцију за заптивање и структуралну чврстоћу цевовода.