
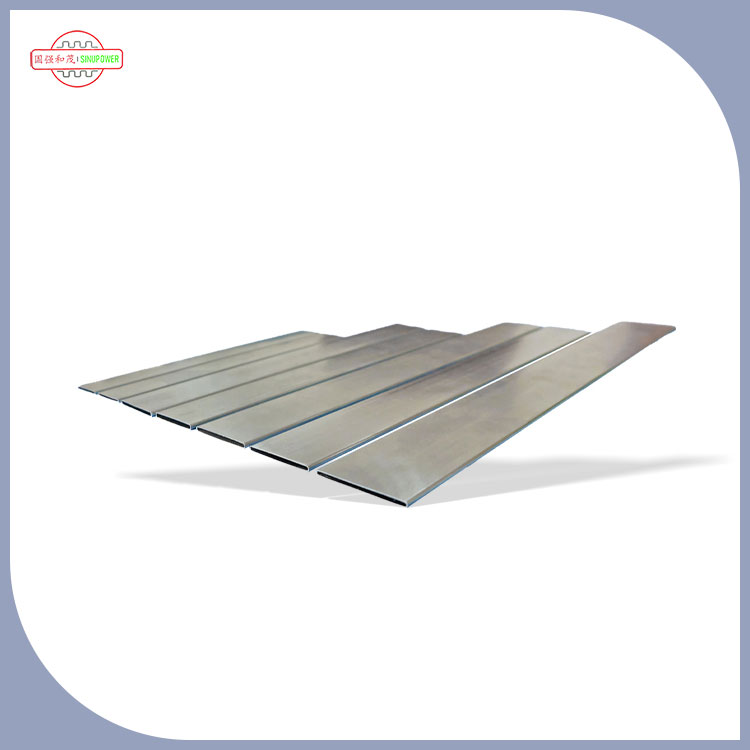
Поступак заваривања за заваривање цеви за Гријач за грејање обично укључује следеће кораке:
1.Припрема за заваривање
Чишћење материјала: Користите и нехрђајуће челичне четке, датотеке и друге алате за уклањање нафтних мријека, рђе, нечистоћа и других контаминаната са површине цеви Б-типа за заварену, као што је веза између цеви и заглавља, откривајући метални сјај. Ако је потребно, органски растварачи попут ацетона могу се користити за додатно уклањање уља.
Избор материјала за заваривање: Изаберите одговарајући материјал за заваривање на основу материјала цеви Б-типа. На пример, ако је ријека б-типа израђена од угљеничног челичног материјала, могу се одабрати одговарајуће челичне шипке за заваривање угљеника као што су Е4303; Ако је израђен од материјала од нехрђајућег челика, требало би бити одабрано нерђајуће челичне шипке за заваривање од нехрђајућег челика као што су Е308-16.
Исправљање опреме за заваривање: Проверите да ли опрема за заваривање ради нормално, подесите струју за заваривање, напон и друге параметре. За опрему за заваривање лука потребно је осигурати да је стопа протока гаса одговарајућа и чистоћа аргонских гаса је изнад 99,97%.
Прерада утора: Изаберите одговарајући облик утора, као што је утор за у облику слова В, на основу пречника и дебљине зидова цеви Б-типа. Димензије угла утора, тупи ивица и заједничко одобрење треба да испуне захтеве процеса заваривања. Генерално, угао површине утора је 60 ° ± 5 °, тупа ивица је 0-2 мм, а заједничко одобрење је 2-4 мм.
Позиционирање заваривања: Окупите цев Б-типа са компонентама као што је заглавље да би се осигурало тачно позиционирање. Фиксирано позиционирањем заваривања, дужина и количина заваривања позиционирања варирају у зависности од пречника цеви. Када је пречник цеви мањи или једнак 100 мм, дужина позиционирања треба да буде 5-10 мм, а не би требало да буде мање од 3 позиционирања; Када је пречник цеви већи од 100 мм, дужина позиционирања треба да буде већа од 15 мм.
2.Операција заваривања
Дно заваривање: Покрените лук на површини утора, а затим доведите лук на почетни положај и завари се дуж шава заваривања након растопљене двоструке ивице. Помоћу методе прекида АРЦ-а или континуираног АРЦ метода за заваривање, обратите пажњу на поштовање величине растаљеног базена и ситуације квара да бисте осигурали добру фузију у корену заваревања, без оштећења, као што је непотпуна инклузија у корени заваре.
Испунити заваривање: Након што је основно заваривање завршен, изводи се заваривање. Појединачна или вишеначна заваривање може се користити у складу са специфичном ситуацијом, а континуирано заваривање лука може се користити. Стрип транспортна метода може да користи полумесец или пиљевина која се љуља, а амплитуда треба повећати слој слојем. Важно је мало паузирати на обе стране утора да бисте осигурали ширину и висину шава заваривања и да избегнете укључивање шљаке узроковане жљебовима између перлица заваривања.
Заваривање: Када покрива заваривање, струја употребљена треба да буде мало мања да би се одржала јединствени облик и величину растопљеног базена. Угао између шипке за заваривање и упутство за заваривање треба држати на око 75 °. Када се шипка за заваривање љуља на ивицу утора, требало би да се укратко застане да не би дошло до поткољенице.
3.Пост заваривање
Чишћење заваривања: Након завршетка заваривања, брзо очистите површину заваривања од нечистоћа као што су шљаке и прскање, користећи алате попут жичане четкице и брусилице за чишћење.
Преглед изгледа: Проверите да ли појава заваривања испуњава захтеве. Заваривање треба да буде уједначен, гладак и без оштећења као што су поре, пукотине, поткопавање и недостатак фузије. Вишак висине заваривања треба да буде у одређеном распону, опћенито 0-2 мм, а локално не веће од 3 мм. Ширина поклопца заварива требала би бити 0,5-2,0 мм шири са сваке стране отвора утора.
Неструктивно тестирање: Према релевантним стандардима и захтевима, неразорно тестирање се врши на заваривање, као што је тестирање магнетног честица, пробојног испитивања или ултразвучног испитивања, како би проверили недостатке унутар заваривања.
Топлотни третман: Ако је материјал цеви Б-типа високог легура челична или други материјали који су склони заваривању, или ако процес заваривања захтева термичку обраду, заваривање мора бити топлотно третирано, као што је ублажавање стреса за заваривање и побољшање механичке својства шава заваривања.