
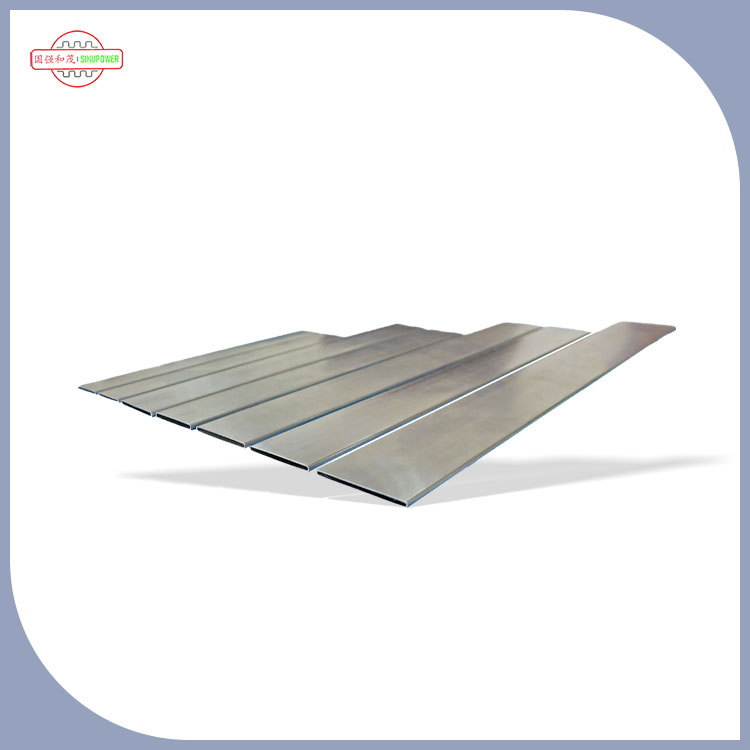
Синуповер истражује какоПравоугаоне цевипонашају се током процеса сечења, бушења и заваривања у савременим производним окружењима, где геометрија и одговор материјала директно утичу на прецизност и поузданост конструкције у низводним применама.
У фабричким радионицама, правоугаони шупљи профили се често третирају као једноставни структурални елементи, али стварност је нијансиранија. Њихове равне површине, оштри углови и понашање променљиве дебљине зида представљају јединствене изазове у поређењу са кружним профилима. Свака фаза — сечење, бушење и заваривање — захтева пажљиву контролу напона, топлоте и деформације како би се одржала тачност димензија и функционална стабилност.
Правоугаоне цеви се широко користе у системима где су важна ефикасност простора и расподела оптерећења. Међутим, њихова геометрија ствара неуједначене тачке концентрације напона, посебно на угловима.
За разлику од округлих цеви, где се силе равномерно распоређују дуж кривине, правоугаони профили концентришу напрезање дуж ивица. Ова карактеристика постаје посебно важна током процеса производње, где механичка сила и топлотни унос могу променити интегритет структуре ако се не контролишу правилно.
Правоугаони облик уводи три кључна инжењерска ефекта:
- Појачавање напрезања у углу
- Неравномерна дистрибуција топлоте током заваривања
- Крутост зависна од смера
Ови ефекти утичу на то како је сваки корак производње планиран и извршен.
Сечење је први корак где правоугаоне цеви почињу да показују понашање зависно од геометрије. Било да се користе механичке тестере, абразивни системи или методе термичког резања, материјал реагује различито дуж равних површина у односу на углове.
У механичком резању:
- Равне површине омогућавају стабилан контакт сечива
- Углови имају тенденцију да генеришу шиљке вибрација
- Формирање неравнина је вероватније на излазима ивица
Крутост правоугаоних пресека значи да се силе резања не апсорбују равномерно, што захтева контролисане брзине помака како би се избегло изобличење.
Када се користе термичке методе, локализовано загревање уводи разлике у ширењу преко зида цеви. Пошто правоугаона геометрија има више топлотних путева, топлота се неравномерно распршује, понекад изазивајући благо савијање ако хлађење није уравнотежено.
Бушење представља једну од најинтересантнијих интеракција између силе алата и геометрије материјала. Равна лица одПравоугаоне цевиомогућавају стабилан улазак алата, али се унутрашња расподела напрезања мења како бушилица продире.
Током бушења:
- Почетни контакт је стабилан због равне површине
- Средњи продор ствара зоне акумулације чипова
- Излазна фаза често генерише ризик од деформације
Излазна страна је посебно осетљива јер је потпора материјала смањена, што доводи до потенцијалног формирања неравнина или благог овализације рупа.
Како бушилица напредује, напон се прераспоређује дуж зидова цеви. Углови могу апсорбовати или рефлектовати напрезање у зависности од дебљине и састава материјала. Ово чини конзистентност бушења зависном и од контроле довода и од стратегије хлађења.
Заваривање је место где правоугаоне цеви показују свој најсложенији физички одговор. Комбинација уноса топлоте и геометријског ограничења доводи до локализованог ширења, контракције и формирања заосталог напрезања.
За разлику од кружних делова који омогућавају глаткију дифузију топлоте, правоугаони профили концентришу топлотну енергију дуж заварених шавова и углова. Ово ствара:
- Неуједначене брзине хлађења
- Локализована дисторзија у близини зглобова
- Акумулација заосталог напрезања дуж ивица
Како се заварено подручје хлади, силе контракције се неравномерно повлаче по равним плочама. Ово може довести до благог нагињања или угаоног изобличења ако се не избалансира контролисаним секвенцирањем.
| Процесна фаза | Главни изазов | Понашање правоугаоне цеви | Контролни фокус |
| Сечење | Вибрација на ивици | Концентрација напрезања на угловима | Стабилност хране |
| Бушење | Излазна деформација | Неуједначено ослобађање од стреса | Подршка и хлађење |
| Заваривање | Термичка дисторзија | Угаона акумулација топлоте | Топлотни биланс |
| Накнадна обрада | Димензиона корекција | Релаксација резидуалног стреса | Контрола поравнања |
Ово поређење наглашава како свака фаза уводи различите механичке и термичке одговоре којима се мора управљати независно.
Понашање правоугаоних цеви не зависи само од геометрије већ и од материјала. Алуминијум, легуре бакра и конструкције на бази челика различито реагују на механичке и термичке инпуте.
Профили на бази алуминијума:
- Висока топлотна проводљивост
- Брже одвођење топлоте током заваривања
- Склоније локализованим деформацијама ако се прегреју
Профили на бази челика:
- Већа крутост конструкције
- Спорија дифузија топлоте
- Боља отпорност на деформације изазване бушењем
Избор материјала утиче на то колико агресивно сваки корак производње може бити изведен без угрожавања стабилности структуре.
Квалитет површине након сечења је критичан показатељ контроле производње. Правоугаона геометрија уводи јединствено понашање површине:
- Равна лица одржавају глатке линије резања
- Углови често показују микро чиповање
- Формирање неравнина има тенденцију да се концентрише на излазним ивицама
Одржавање доследног квалитета ивица захтева балансирање оштрине алата, брзине помака и контроле вибрација.
У апликацијама високе прецизности, секундарна завршна обрада се често користи за стабилизацију геометрије ивица пре наредних фаза производње.
Један од кључних изазова у производњи правоугаоних цеви је одржавање поравнања рупа на равним површинама.
Фактори који утичу на тачност:
- Варијација дебљине зида цеви
- Отклон алата под оптерећењем
- Акумулација топлоте током континуираног бушења
Неусклађеност је вероватније када се избуши више рупа у низу без допуштања термичког опоравка материјала.
Стратегија заваривања игра одлучујућу улогу у минимизирању изобличења. Пошто правоугаона геометрија ограничава природне путеве ширења, топлота се мора дистрибуирати у контролисаним секвенцама.
Уобичајени приступи стабилизацији:
- Наизменични смерови заваривања
- Кратки сегментирани завари
- Контролисани интервали хлађења
Ове методе смањују акумулацију заосталог напрезања дуж дугих ивица.
Током производње, правоугаоне цеви могу доживети три главна типа изобличења:
- Угаона деформација на угловима
- Нагнутост равне површине услед термичке контракције
- Торзиони увијање услед неуједначеног редоследа завара
Сваки тип је повезан са различитим фазама производње и захтева циљане методе корекције.
Кључни увид у модерну обраду је да сечење, бушење и заваривање нису независни кораци. Свака фаза утиче на следећу.
на пример:
- Микро-напрезање изазвано сечењем може појачати одступање бушења
- Нагомилавање топлоте приликом бушења може утицати на стабилност заваривања
- Изобличење заваривања може променити тачност коначне димензије
Ово међусобно повезано понашање чини планирање процеса суштинским, а не опционим.
Са инжењерског становишта, правоугаоне цеви се понашају као ограничени енергетски системи током производње. Механичка сила, топлотни унос и структурна геометрија су у сталној интеракцији.
Уместо да се сваки процес третира изоловано, савремени приступи производње фокусирају се на:
- Мапирање напона преко структуре цеви
- Предвиђање топлотног тока током заваривања
- Контрола вибрација током сечења и бушења
Овај интегрисани поглед помаже у смањењу кумулативне деформације у различитим фазама.
Правоугаони профили се обично користе у системима који захтевају компактну структурну подршку и усмерену расподелу оптерећења, као што су:
- Склопови за размену топлоте
- Системи структуралног оквира
- Затворени канали за течност
- Модуларни механички носачи
У овим окружењима, прецизност израде директно утиче на стабилност система и дугорочне перформансе.
Понашање правоугаоних цеви током сечења, бушења и заваривања је регулисано интеракцијом између геометрије, својстава материјала и процесне енергије. Свака фаза уводи различите механичке и термичке изазове којима се мора управљати да би се одржао структурални интегритет и конзистентност димензија.
У овом оквиру,Синуповер цеви за пренос топлоте Цхангсху Лтд.наставља да испитује динамику израдеПравоугаоне цевикао део ширег истраживања прецизне обраде цеви и развоја компоненти за пренос топлоте.